颗粒包装机网
klbzj.foodjx.com多列包装机的使用流程介绍
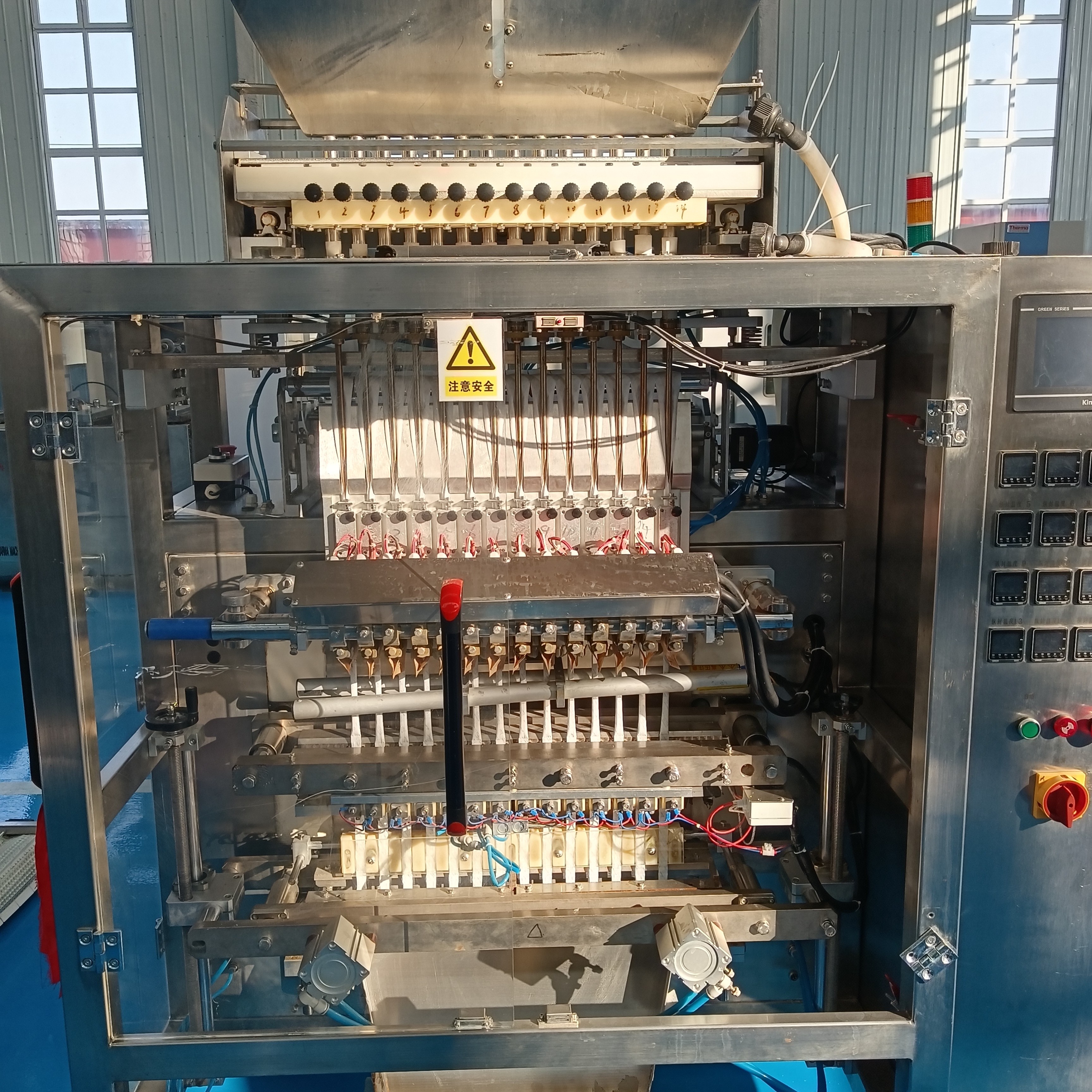
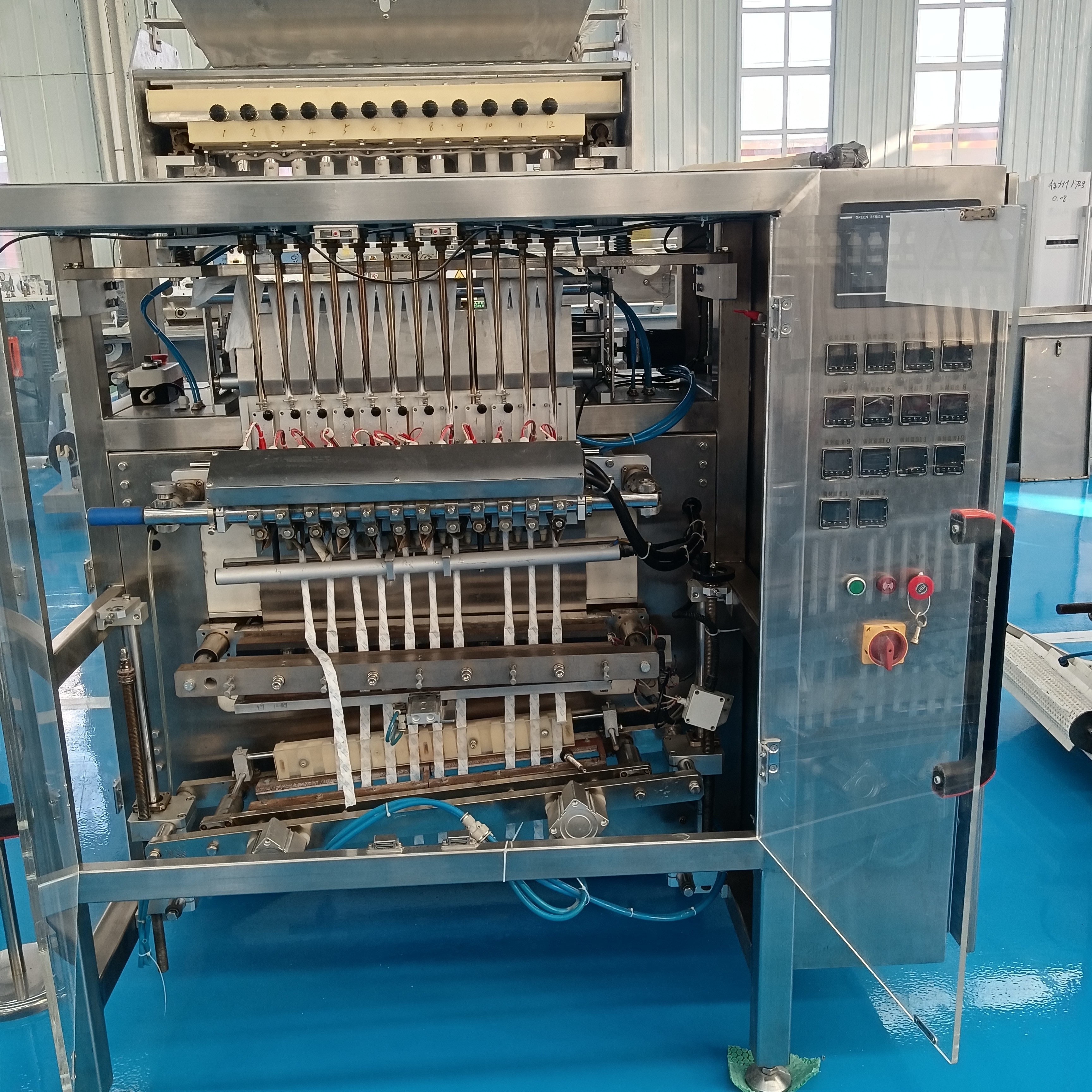
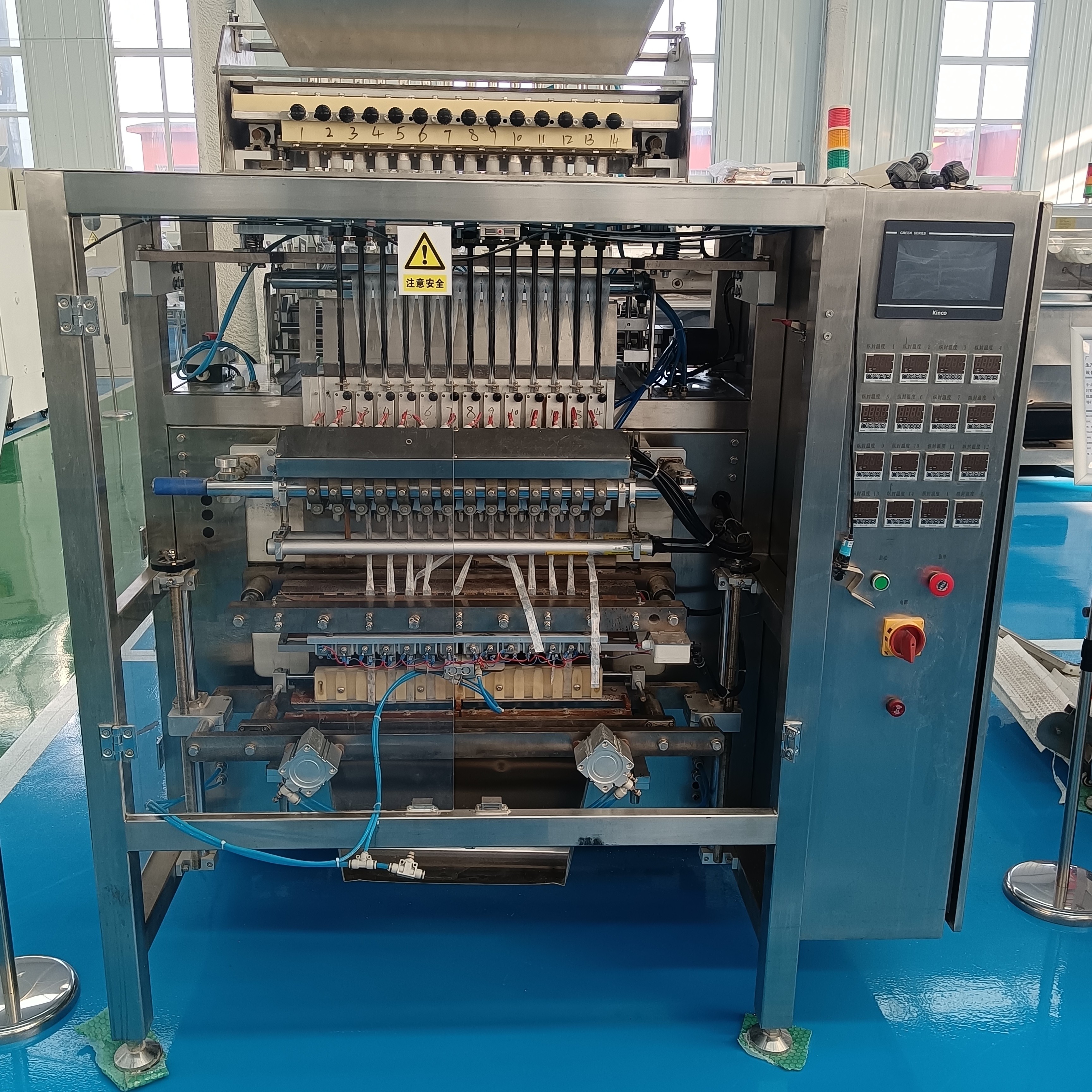
多列包装机是能同时做多条包装通道、一次性出多袋的高效设备,特别适合食品、化工等行业批量包装颗粒、粉末、液体等物料,核心流程分开机准备→正式运行→收尾维护三大阶段,每一步都直接影响包装效率和成品质量,跟着步骤来就能轻松上手。
一、开机准备:前期检查与调试
这一步不能省,做好了能避免后续漏料、封口不严、跑偏等问题,核心做 4 件事:
设备与物料检查
先看电路、气路是否通畅,有没有漏气、漏电,供电供气要稳定;再核对物料类型 —— 颗粒用量杯 / 螺杆计量、粉末用螺杆计量、液体用定量阀 / 蠕动泵,选对计量装置,避免充填不均;最后确认包装膜和机型匹配,检查膜的张力、平整度,别用有褶皱、破损的膜。
物料与膜材上料
物料通过振动上料机、螺旋输送机或人工投料送进总料仓,再经分料器均匀分到每一列独立料斗,料斗要装满,避免空袋;把成卷包装膜套到放卷架滚筒上,穿膜穿过导辊、成型器,用张力控制系统调紧膜的松紧,匀速输送不跑偏。
参数精准设置
在触摸屏上调整关键参数:制袋尺寸(根据包装需求设长宽)、充填量(匹配物料规格,比如每袋 5 克、10 克)、热封温度(普通膜 120-150℃,厚膜 150-200℃)、包装速度(按产能调,别太快导致密封不牢);如果需要打生产日期、批号,提前设置喷码 / 钢印参数,同步打印。
安全与细节确认
操作人员戴防护手套,检查拉膜轮、切刀、输送带等运转部件是否安全,无异物遮挡;启动空机试运行,看膜输送是否顺畅、纵封 / 横封是否正常、计量是否准确,空机运行 1-2 分钟没问题再正式投料。
二、正式运行:多列同步作业
设备进入自动模式,全程关注运行状态,核心流程按顺序走:
多列成型与纵封
包装膜经成型器折成背封、三边封、四边封等预设袋型,纵向热封器对膜的重叠边缘加热加压密封,形成连续的 “膜筒”,每一列同步成型,保证每列速度一致。
精准计量与充填
每列独立计量装置按设定重量 / 容量下料,颗粒靠重力落料、膏状用活塞泵推送、液体定量阀控制,物料精准落入膜筒中,多列同步下料,确保每一袋物料量一致,不洒漏、不缺料。
横封与分切
填充好的膜筒送到横封工位,横封器闭合完成袋顶密封,同时压印易撕口、断点虚线,部分机型会同步打印生产日期;随后旋转切刀 / 伺服切刀沿横封中间位置,把连体多列袋横向切断,分成独立小袋,可按需求切单袋、双联袋。
成品输出与检测
合格成品通过出料输送带送出,配备检重、视觉检测的机型,会自动剔除缺料、漏封、错码的次品;废边、裁切废料由废料收卷机自动卷走,保持车间整洁。
运行中实时巡检
全程盯着设备状态:看计量是否精准(每袋重量一致)、封口是否密封(不漏水、不漏粉)、切袋是否整齐(无歪斜、无毛边)、打码是否清晰;发现漏料、封口褶皱、切袋偏移,立刻停机排查;留意设备噪音和温度,有异响、过热马上停机冷却检修;及时补料,避免物料短缺导致空袋。
三、收尾维护:停机清洁与保养(延长寿命)
批次包装完成后,做好收尾工作,能让设备下次开机更顺畅,延长使用寿命:
有序停机
先停止投料,等设备把剩余物料包装完,再按顺序关闭计量装置、主机电源、气路 / 电源,避免残留物料堵在管路。
清洁
清理料仓、下料口、热封器、成型器等与物料接触的部件,粉末物料要及时清粉尘,防止结块、交叉污染;用干净抹布擦设备表面,清理废料收卷机里的废边,保持设备整洁。
检查与保养
检查易损件(如切刀、热封条、计量螺杆)是否磨损,磨损严重的及时更换;给传动部位、轴承等加润滑油,确保部件灵活;整理包装膜剩余卷料、物料,分类存放,方便下次使用。
记录与复位
记录本次包装的产量、参数、次品数量,方便后续优化;把设备参数复位,为下一批次物料包装做好准备。
关键注意事项
运行中绝对不能用手碰运转部件,避免夹伤、划伤,调整参数必须停机;
不同物料要换对应计量装置,包装膜材质、厚度变了,要及时调热封温度和压力;
定期巡检,发现异常立刻停机,别带着问题继续运行,避免损坏设备;
清洁时别用水直接冲电路、气路部件,防止短路、漏气,用干布或专用清洁剂擦拭。
按照这个流程操作,不管是新手还是老手,都能稳定高效地使用多列包装机,保证包装质量和产量。日常多做清洁和保养,设备能一直保持好状态,用得久、出故障少。